Tappande härdat stål Bästa hårdmetalltappar för härdat stål M, UNC, BSP gängtappar
- Beskrivning
Form- och formindustrin måste ofta gänga härdade material, som kräver specifika kranar för att hantera stål med hög hårdhet.
OPT maskintapp av hårdmetall och handtapp i hårdmetall är designade för att gänga härdat stål och stål med extrem hårdhet upp till 63 HRC.
ISO-standard, JIS-standard, DIN-standard hårdmetalltapp alla tillgängliga och kan anpassas med kort ledtid.
OPT har engagerat sig i gängbearbetning i en mängd olika industrier, enligt kundtillämpningsmatchande bearbetningslösningar tillhandahåller vi även förstklassiga hårdmetallborrar och brotschar för bearbetning av härdat stål.
Välkommen att kontakta oss för att diskutera ditt projekt.
- Typisk applikation
Verktygsmaterialskena: Med tanke på slitstyrka och slaghållfasthet används ultrafina volframkarbidmaterial med rimlig hårdhet och seghet för att säkerställa hållbarheten hos karbidkranar
Geometri: För att öka styvheten och förhindra kantbrott är speciella spånvinklar utformade
Faslängd: Med tanke på stabilitet och verktygslivslängd är längden på snittet i fas vanligtvis 4-5 tänder
Maskin: Föreslå att använda en verktygsmaskin med låg vibration och möjlighet att välja en rimlig matningshastighet för att uppnå stabil gängning
Nedre hål: Borra bottenhålet så stort som möjligt inom gängtolerans eftersom det hjälper till att minska vridmomentbelastningen och gängningen blir längre livslängd.
Besiktning och visning
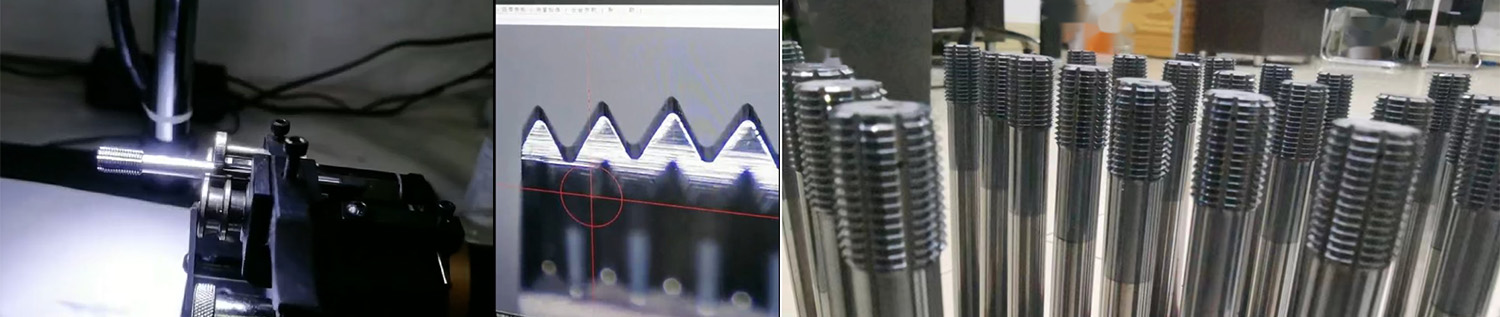
Innan du beställer, vänligen kontakta vår kundtjänst före försäljning:
1. Arbetsstyckets material
2. Om produkten är ytbehandlad efter bearbetning
3. Noggrannhetskrav, storlek på go gauge och no go gauge.