





Stegborr i hårdmetall för rostfritt stål och aluminium

Produktapplikation
Utmärkt vidhäftning mellan beläggning och underlag säkerställer bearbetningsstabilitet och förlänger verktygets livslängd
Slät beläggningsyta minskar skärmotståndet och förbättrar verktygens slitstyrka
Lämplig för: Stål, rostfritt stål, aluminium, gjutjärn och höghårt stål, används i stor utsträckning inom flyg-, biltillverkning, mobiltelefontillverkning, chipförpackning och andra industrier.
Produktfördelar
OPT är annorlunda: en pionjär inom teknik och innovation i mer än 25 år.
Beläggningen som används av OPT är 40% starkare än den vanliga beläggningen.
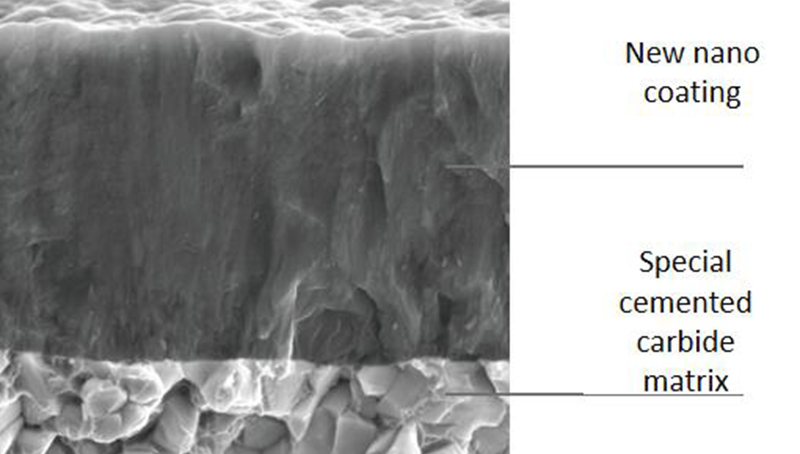
Ny "nanostruktur" beläggningsteknik antas, och beläggningsstrukturen är kompakt.
Utmärkt vidhäftning mellan beläggning och underlag säkerställer bearbetningsstabilitet och förlänger verktygets livslängd.
Slät beläggningsyta minskar skärmotståndet och förbättrar verktygens slitstyrka.


Tillämpningen av våra skärverktyg i klockindustrin
Våra borrkronor är speciellt designade för att absorbera kraftiga stötar.
Siffrorna talar för sig själva.När de testades under samma förhållanden överlevde våra bitar de från andra företag med mer än 30 %.
1. Spetsen på hårdmetallkronan är lätt att knäcka
2. Spetsen borras med en förstärkt volframstålkrona
Du kan använda specialutvecklade applikationsverktyg som används av utbildade proffs
Tekniken berätta för dina produktionstekniker.Du kan också berätta för oss dina behov, vårt företag för att förse dig med en komplett uppsättning lösningar


Anpassning en mängd olika specifikationer
Enligt kundernas olika bearbetningsförhållanden, skräddarsydda hårdmetallbits eller pulvermetallurgiska höghastighetsstålbits
Shank quare storlek enligt kundens krav för att möta olika fixturer.
Full täckning, fokus på design
Enligt de olika bearbetningsmaterialen kan vi designa olika borrprodukter!Detta kommer att ge kunderna högre effektivitet och lägre produktionskostnader!


Utmärkt spårhantering
Bearbetningsmetoden med hög precision används för att behandla spårets och järnrännans finish, vilket minskar skärmotståndet hos legeringsbiten och kan tömma järnrännan snabbare, vilket minskar verktygets värme och förbättrar skärets livslängd.
Hantering av borrspetsdetaljer
Utmärkt spetsdetaljbehandling, kan öka hållfastheten på borrspetsen, minska hårdmetallspetsens kant, öka livslängden på volframstålbiten, förbättra produktionseffektiviteten i fabriken.

Huvudfunktioner och fördelar
Vi tillhandahåller one-stop service;
Vi kan OEM- och ODM-bearbetning för kunder;
Kan ge teknisk rådgivning
Tillhandahålla lösningar för verktygstillverkning
Bekymmersfri livstidsgaranti
Om din hårda legering verktyg behöver slipning, kan du också hitta oss till slipning, samtidigt för våra verktyg kommer att ge service efter försäljning, det finns verktyg problem eller produktionsproblem, vi kommer att vara 24 timmars service och lösa!

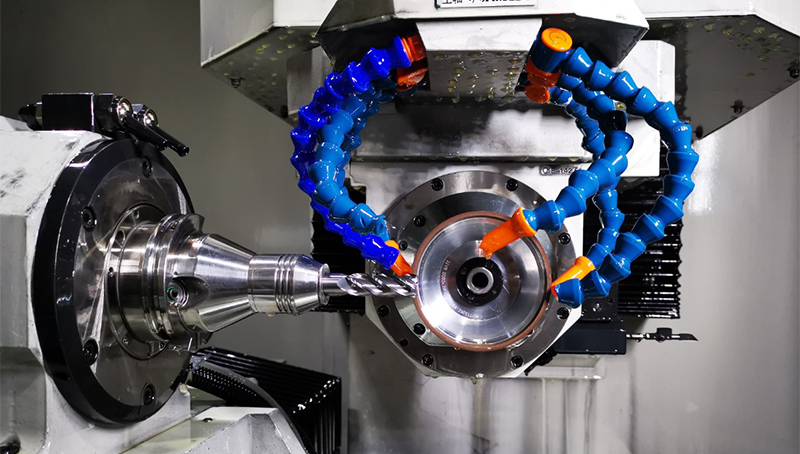
Vi är en professionell tillverkare av anpassade skärmaskiner
Tungstenkarbid bor PRODUKTIONSPROCESS


Steg 1: Använd kvalitetsråvaror
Steg 2: Profilslipning

Steg 3: Slitsa och skärpa verktyget enligt ritningen

Steg 4: Finfina tråden

Steg 5: Beläggning

Steg 6: Inspektion
Vi har 80 set av olika slipcenter, som kan möta kundens leveranscykel snabbare

Vår produktionsverkstad produktionsutrustning slipning av volframstål CNC-slipmaskin, tappslipmaskin, CNC-slipmaskin, slipmaskin och fräs, naturligtvis, det finns en mängd olika professionella design- och produktionspersonal




| Bits diameter intervall d1(m7) | Borrdjupsförhållande(1/d) | Kylningsläge | Skaftform | Beställningsmodell | Grundmått (mm) | anmärkningar | ||||
| Skaft diameter | Total längd | Spår längd | Rekommenderad borrdjup | beläggning | ||||||
| d2(h6) | 11 | 12 | 13 | |||||||
| 2~2,5 | 3 | Extern kylning | Rak skaft | d113*d2*11*3D | 3 | 58 | 13 | 9 | ||
| 5 | Extern kylning | Rak skaft | d1*13*d2*l1*5D | 3 | 58 | 18 | 14 | |||
| 2,55~2,95 | 3 | Extern kylning | Rak skaft | d113*d2*11*3D | 4 | 58 | 13 | 9 | ||
| 5 | Extern kylning | Rak skaft | d1*13*d2*11*5D | 4 | 58 | 18 | 14 | |||
| 3~3,5 | 3 | Extern kylning | Rak skaft | d1*13*d2*11*3D | 4 | 62 | 20 | 14 | ||
| 5 | Extern kylning | Rak skaft | d1*13*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 3,6~4 | 3 | Extern kylning | Rak skaft | d1*13*d2*11*3D | 4 | 58 | 20 | 14 | ||
| 5 | Extern kylning | Rak skaft | d113*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 8 | Intern kylning | Rak skaft | d1*13*d2*l1*8D | 4 | 72 | 34 | 29 | |||
| 4~4,9 | 3 | Extern kylning | Rak skaft | d113*d2*11*3D | 5 | 66 | 24 | 17 | ||
| 5 | Extern kylning | Rak skaft | d1*3*d2*11*5D | 5 | 74 | 34 | 26 | |||
| 8 | Intern kylning | Rak skaft | d113*d2*11*8D-C | 6 | 95 | 57 | 46 | |||
| 5~6,0 | 3 | Extern kylning | Rak skaft | d1*13*d2*11*3D | 6 | 66 | 28 | 20 | ||
| 5 | Extern kylning | Rak skaft | d1*13*d2*11*5D | 6 | 82 | 42 | 32 | |||
| 8 | Intern kylning | Rak skaft | d1*13*d2*I1*8D-C | 6 | 95 | 57 | 47 | |||
Tillämplig tabell över bearbetade material
| siffra | Bearbetade material | |||||||||
| Mjukt stål HB≤ 180 | Kol och legering stål | Förhärdat stål, härdat stål | rostfritt stål | gjutjärn | Duktilt järn | Aluminiumlegering | värme- göra motstånd Allt | |||
| ~40HRC | ~50HRC | ~60HRC | ||||||||
Anmärkningar:
1.Om 3 eller 5 gånger borrkronan behöver intern kylning, vänligen notera när du beställer, följt av C;
2. Handtaget är som standard rakt. Om du behöver andra handtagsstandarder, se vårt handtagsmaterial eller ritningar för bekräftelse;3. Standard toppvinkel är 140 grader.Om andra vinklar krävs, markera eller hänvisa till ritningen;
4.Om beställningsparametrarna inte överensstämmer med vårt företags, kan du informera vår kundtjänstpersonal, och vi kommer att vara entusiastiska att förse dig med ritningar för bekräftelse;
5. Skäraren är inte belagd som standard.Om beläggning krävs, vänligen informera dina krav eller bearbetade material.





