
1. Vad är torrskärningsteknik
Med förstärkningen av den globala miljömedvetenheten och de allt strängare kraven i miljöskyddslagar och -föreskrifter blir skärvätskans negativa effekter på miljön alltmer uppenbara. Enligt statistik kommer kostnaden för skärvätska 20 år senare att vara mindre än 3 % av kostnaden för arbetsstycket.För närvarande, i högproduktiv produktionsföretag, kommer kostnaden för skärvätsketillförsel, underhåll och återvinning tillsammans att stå för 13% -17% av tillverkningskostnaden för arbetsstycket, medan kostnaden för skärverktyg endast står för 2% -5% ,.Cirka 22 % av den totala kostnaden för skärvätska är kostnaden för behandling av skärvätska. Torrskärning är en slags bearbetningsmetod som används för att skydda miljön och minska kostnaderna utan att använda skärvätska medvetet och utan kylvätska.
Torrskärning är inte bara att sluta använda skärvätska, utan att säkerställa hög effektivitet, hög produktkvalitet, hög verktygshållbarhet och tillförlitlighet i skärprocessen samtidigt som man slutar använda skärvätska, vilket kräver användning av skärverktyg med bra prestanda. Maskinverktyg och hjälpanordningar ersätter skärvätskans roll vid traditionell skärning för att uppnå äkta torrskärning.2.Egenskaper för torrskärningsteknik
① Flisen är rena, föroreningsfria och lätta att återvinna och kassera.② Anordningarna för skärvätskeöverföring, återvinning, filtrering och motsvarande kostnader sparas, produktionssystemet förenklas och produktionskostnaden minskas. separationsanordning mellan skärvätska och spån och motsvarande elektrisk utrustning utelämnas.Verktygsmaskinen är kompakt i strukturen och upptar mindre yta.④ Den kommer inte att orsaka miljöföroreningar.⑤ Den kommer inte att orsaka säkerhetsolyckor och kvalitetsolyckor relaterade till skärvätska.
3. Om skärverktyg
① Verktyget ska ha utmärkt motstånd mot höga temperaturer och kan fungera utan skärvätska.Nya hårda legeringar, polykristallin keramik och CBN-material är de föredragna materialen för torrskärande verktyg.② Friktionskoefficienten mellan spånan och verktyget bör minimeras så mycket som möjligt (den mest effektiva metoden är att belägga verktygsytan), tillsammans med genom en bra spånborttagningsverktygsstruktur för att minska värmeackumulering.③ Torra skärverktyg bör också ha högre hållfasthet och slagseghet än våtskärande verktyg.
4. Verktygsmaterial
Beläggningsmaterial Beläggningen fungerar som en värmebarriär eftersom den har en mycket lägre värmeledningsförmåga än verktygssubstratet och arbetsstyckets material.Därför absorberar dessa verktyg mindre värme och tål högre skärtemperaturer.Oavsett om det gäller svarvning eller fräsning tillåter belagda verktyg högre skärparametrar utan att förkorta verktygets livslängd. Tunnare beläggningar har bättre prestanda vid temperaturförändringar under stötskärning jämfört med tjockare beläggningar.Detta beror på att tunnare beläggningar har lägre spänningar och är mindre benägna att spricka.Torrskärning kan förlänga verktygets livslängd med upp till 40 %, vilket är anledningen till att fysiska beläggningar vanligtvis används för att belägga cirkulära verktyg och frässkär.
cermetCermets tål högre skärtemperaturer än konventionella hårda legeringar, men de saknar slagtålighet hos hårda legeringar, seghet under medel till tung bearbetning och styrka vid låg hastighet och höga matningshastigheter.Den har dock bättre högtemperatur- och slitstyrka under torrskärning med hög hastighet, längre varaktighet och bättre ytfinish på det bearbetade arbetsstycket.När den används för bearbetning av mjuka och trögflytande material har den också god motståndskraft mot spånuppbyggnad och god ytkvalitet.Cermets är mer känsliga för stress orsakad av brott och foder jämfört med icke-belagda hårda legeringar med bättre beläggningar.Därför är det bäst att använda för högprecisionsarbetsstycken och kontinuerliga skärsituationer med hög ytkvalitet.
keramik
Stabilitet, kapabel att bearbeta vid höga skärhastigheter och varar under lång tid.Ren aluminiumoxid tål mycket höga temperaturer, men dess styrka och seghet är mycket låg.Om arbetsförhållandena inte är bra är den lätt att bryta.Att tillsätta en blandning av aluminiumoxid eller titannitrid kan minska keramernas känslighet för brott, förbättra deras seghet och förbättra deras slaghållfasthet.
CBN-verktygCBN är ett mycket hårt verktygsmaterial, som lämpar sig bäst för bearbetning av material med hårdhet högre än HRC48.Den har utmärkt hårdhet vid hög temperatur - upp till 2000 ℃, även om den har högre slaghållfasthet och splittringshållfasthet än en keramisk kniv.

 CBN har låg värmeledningsförmåga och hög tryckhållfasthet och kan motstå skärvärmen som genereras av hög skärhastighet och negativ spånvinkel.På grund av den höga temperaturen i skärområdet mjuknar arbetsstyckets material, vilket hjälper till att bilda spån.
CBN har låg värmeledningsförmåga och hög tryckhållfasthet och kan motstå skärvärmen som genereras av hög skärhastighet och negativ spånvinkel.På grund av den höga temperaturen i skärområdet mjuknar arbetsstyckets material, vilket hjälper till att bilda spån.
I fallet med torrsvarvningshärdade arbetsstycken används CBN-verktyg vanligtvis för att ersätta slipprocesser på grund av deras förmåga att uppnå hög noggrannhet och ytfinish.CBN-verktyg och keramiska verktyg är lämpliga för härdning av svarvning och höghastighetsfräsning.
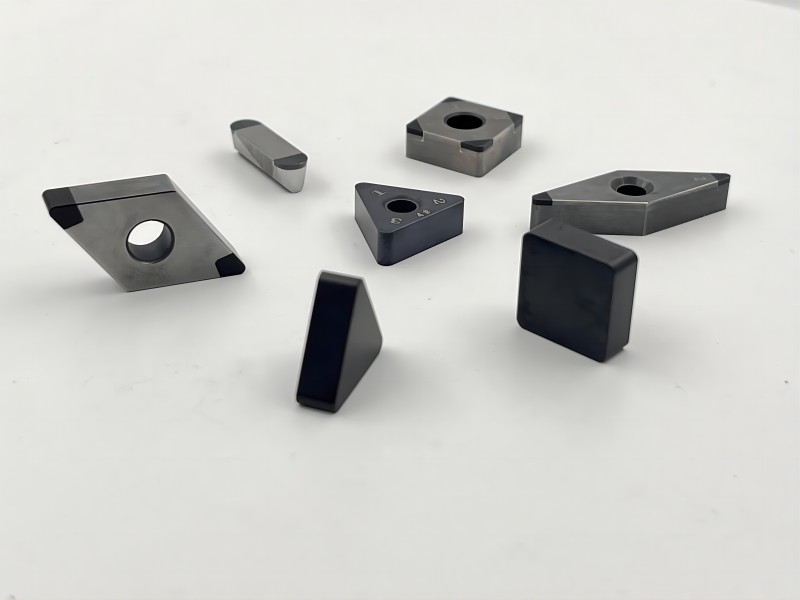
OPT högkvalitativ CBN-insats
PCD-verktyg
Till exempel,PCD-insats、PCD fräs、PCD brotsch.
Polykristallin diamant, som det hårdaste skärverktygsmaterialet, är slitstarkt.Svetsning av PCD-skivor på hårdlegerade blad kan öka deras styrka och slaghållfasthet, och deras livslängd är 100 gånger så lång som hårdlegeringsblad.
Men PCD:s affinitet för järn i järn gör att denna typ av verktyg endast kan bearbeta icke-järnhaltiga material.Dessutom kan PCD inte motstå höga temperaturer i skärzonen som överstiger 600 ℃, därför kan den inte skära material med hög seghet och duktilitet.
PCD-verktyg är särskilt lämpliga för bearbetning av icke-järnmetaller, speciellt aluminiumlegeringar med hög kisel med stark friktion.Använder vassa skäreggar och stora spånvinklar för att effektivt skära dessa material, vilket minimerar skärtryck och spånansamling.
Posttid: Jun-09-2023